A vacuum pump that runs too hot is usually suffering from poor ventilation, low or degraded oil, running continuously against a leak, a blocked inlet or exhaust filter, high ambient temperature, or electrical overload. Overheating shortens pump life fast, so it’s worth diagnosing quickly.

A vacuum pump that won’t start is usually down to a power or electrical fault, a tripped thermal overload, a seized pump (thick cold oil or internal corrosion), or a capacitor or wiring problem. Work through the simple checks before assuming the worst.
If your vacuum pump has lost pumping speed or is slow to pump down, the usual causes are a system leak, a blocked or undersized inlet line, contaminated oil, worn vanes or seals, or simply a pump undersized for the chamber. Pumping speed and ultimate vacuum are different things – see what is pumping speed.

Oil back-migration (or back-streaming) is when oil vapour from an oil-sealed vacuum pump travels back up the inlet into your chamber, contaminating the process. It matters most for clean, analytical and coating work. You prevent it with a foreline trap, correct operation, or by using an oil-free pump.

For high and ultra-high vacuum, the two main choices are the turbomolecular pump and the diffusion pump. Turbo pumps are clean, controllable and oil-free but are precision machines; diffusion pumps are robust, low-cost and have no moving parts but rely on a heated working fluid. Both need a backing pump.

Vacuum coating and metallizing (PVD, sputtering, evaporation) run in high vacuum, so they use a turbomolecular or diffusion pump backed by a rotary vane or Roots backing pump. The high-vacuum pump reaches the process pressure; the backing pump exhausts it to atmosphere.

For vacuum packaging, an oil-lubricated rotary vane pump is the usual choice – fast, reliable and cost-effective at the moderate vacuum packaging needs. A pump such as the DVP LC 25 (25 m³/h, ultimate 0.5 mbar) is a popular fit for chamber and thermoforming packaging machines.
Vacuum is measured with different gauge types for different pressure ranges: mechanical (Bourdon/piezo) gauges for rough vacuum, Pirani/thermocouple gauges for medium vacuum, capacitance (capacitance manometer) gauges for accurate absolute readings, and Penning/hot-cathode ion gauges for high and ultra-high vacuum. No single gauge covers the whole range.
A backing pump (also called a roughing pump) is a pump that exhausts a high-vacuum pump to atmosphere. Turbomolecular and diffusion pumps cannot discharge directly to atmosphere, so they sit on top of a backing pump – usually a rotary vane or scroll pump – which does the first stage of the work.
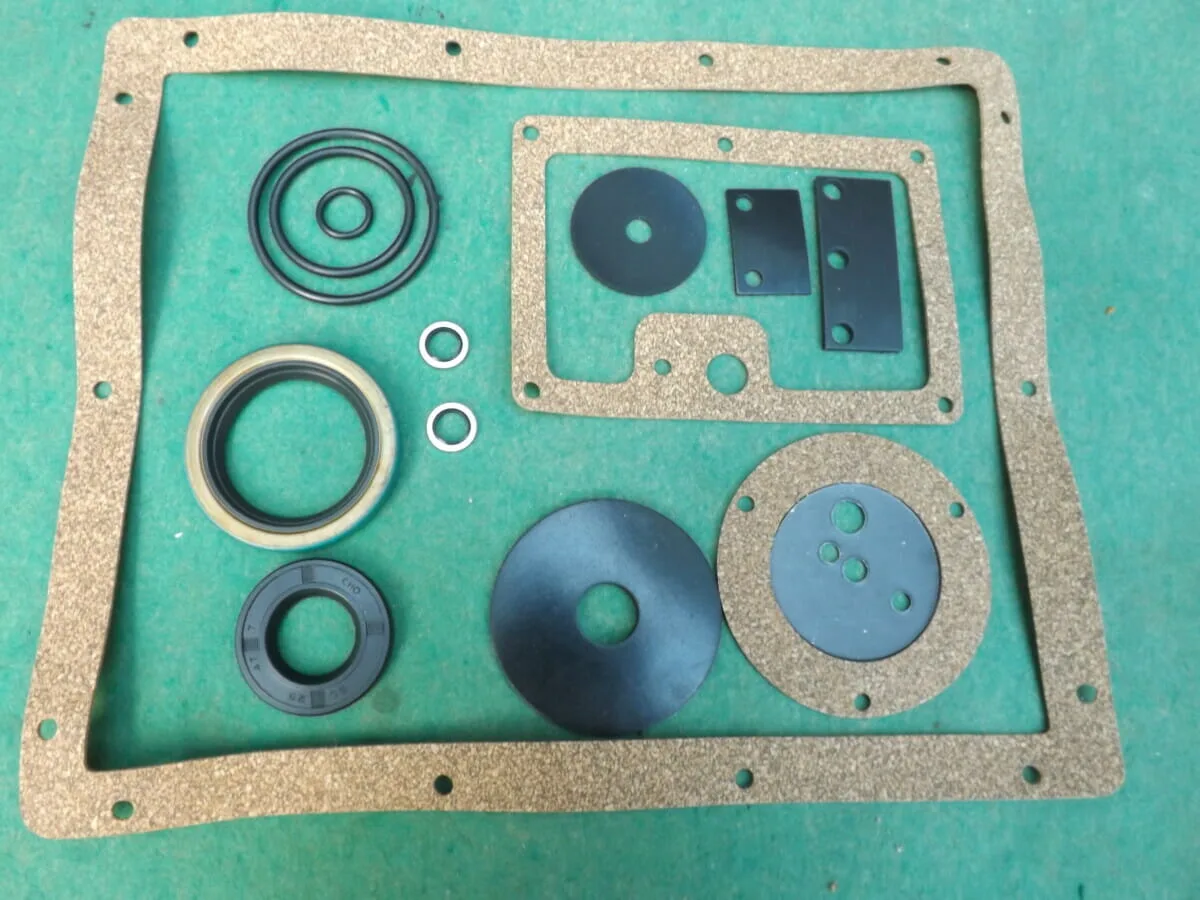
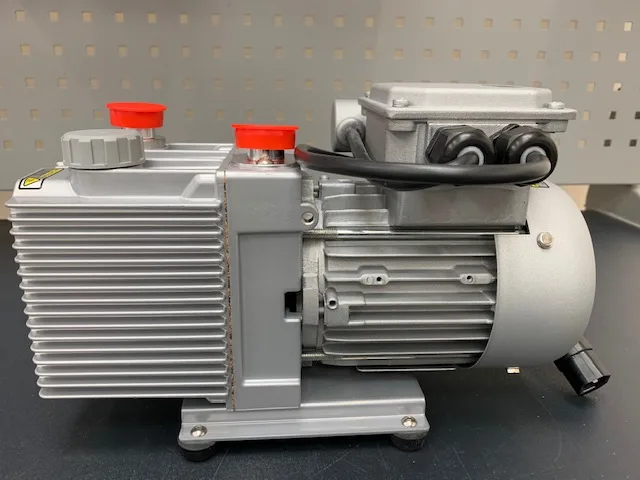
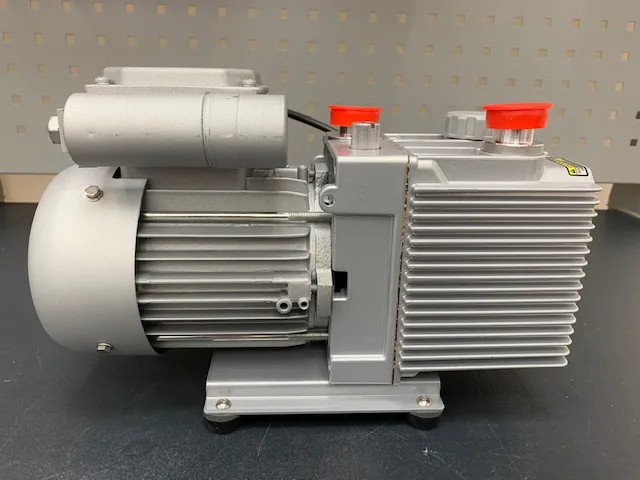
To keep an Edwards E2M or E2S two-stage rotary vane pump performing at its rated ultimate vacuum of about 2×10-3 mbar, do three things: change the oil when it darkens (using Edwards Ultragrade Performance 19), keep the gas ballast closed except when pumping vapour, and have the pump serviced (vanes, seals and tip seals) when performance drops. Girovac is an authorised Edwards distributor and services these pumps in our workshop.